Napęd tokarki to zespół przekładni przenoszący moment obrotowy silnika na wrzeciono. W tokarce TSB16 użyto do tego przekładni pasowej. Cały układ napędowy mieści się w lewej szafce (nodze) stołu tokarki:

Sam silnik elektryczny (trójfazowy, asynchroniczny klatkowy) posiada nominalną prędkość obrotową 1500 obr/min. Pożądana prędkość obrotowa wrzeciona zaś zależy od rodzaju obróbki (zgrubna czy dokładna) rodzaju materiału oraz jego średnicy i zawiera się w granicach od 125 do ponad 3000 obr/min.
Budowa napędu tokarki TSB 16
Aby można było zmieniać prędkość obrotową wrzeciona w dość szerokich granicach zastosowano możliwość zmiany przełożenia przekładni pasowej. Na wale znajduje się zespół trzech kół pasowych. Aby dodatkowo zwiększyć ilość przełożeń zastosowano wałek pośredni. Napęd tokarki zaprezentowano na rysunku:

gdzie:
- silnik elektryczny,
- wahliwy uchwyt silnika,
- ramię wałka pośredniego,
- wał pośredni,
- śruba regulacji napięcia paska silnika,
- dźwignia regulacji naciągu paska wrzeciona,
- kółko prowadzące paska wrzeciona,
- hamulec
Dość istotne dla prawidłowego działania przekładni pasowej jest właściwe napięcie pasków napędowych. Z uwagi na konieczność prostej i szybkiej zmiany przełożeń mechanizm ten musi być łatwo dostępny. Zarówno silnik jak i wał pośredni zamocowane są wahliwie na tej samej osi. Dzięki temu można niezależnie regulować naciąg każdego z pasków oraz, co ważne, łatwo zmieniać położenie paska na jednym z trzech zestawów kół pasowych.

Naciągnięcie paska silnika jest możliwe dzięki nakrętce górnej, znajdującej się ponad ramieniem wałka pośredniego. Pod tym ramieniem znajduje się nakrętka stabilizująca (kontrująca) śrubę naciągu. Do regulacji paska wrzeciona służy dźwignia, a raczej nakrętki jej towarzyszące. Sama dźwignia umożliwia szybką i wygodną zmianę położenia paska wrzeciona, dzięki czemu można regulować prędkość wrzeciona w mniejszym zakresie. Do zmiany prędkości w większym zakresie konieczna jest zmiana położenia paska idącego od wału silnika.

Na wałku pośrednim, wewnątrz koła pasowego przejmującego napęd z silnika, zamontowany jest hamulec. Hamulec ten jest sterowany linką od dźwigni załączania obrotów. Hamulec zaciska się w momencie wyłączania obrotów, dzięki czemu możliwe jest szybkie zatrzymanie wrzeciona. Ma to duże znaczenie przy toczeniu gwintów. W obu skrajnych położeniach ("prawo", "lewo") oraz w położeniu "stop" hamulec jest niezaciśnięty - wrzeciono obraca się swobodnie.

Pasek napędzający wrzeciono przechodzi przez specjalny przepust w blacie stołu i wannie znajdującej się pod łożem. Pasek z wałka pośredniego napędza już bezpośrednio wrzeciono tokarki (o to aby zmieścił się w przewidzianym kanale dba rolka prowadząca). Od wrzeciona odchodzi jeszcze jeden krótki pasek klinowy. Służy on do napędu śruby pociągowej (posuwu wzdłużnego suportu narzędziowego). Pasek ten ma własny mimośrodowy napinacz. Alternatywnie śruba pociągowa może być napędzana za pomocą przekładni zębatej gitarowej - widoczna poniżej osi wrzeciona.
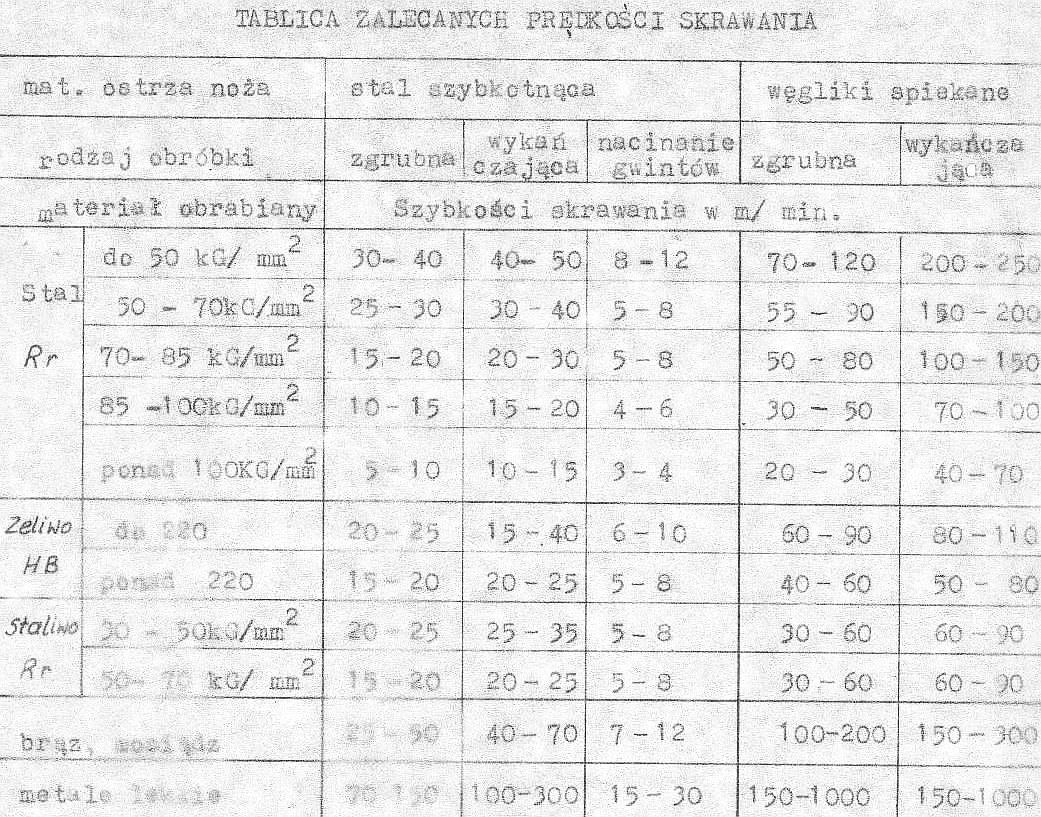
Dobór prędkości skrawania

Samo toczenie polega na skrawaniu z pomocą noża tokarskiego przedmiotu obrabianego (1) który się obraca. Obrót przedmiotu następuje za pomocą obrotu wrzeciona tokarki - jest to ruch główny (2). Dla postępującego skrawania potrzebny jest jeszcze posuw narzędzia skrawającego - jest to ruch pomocniczy (3). Dla obróbki określonego typu obróbki należy stosować właściwą prędkość skrawania. Tabela z zalecanymi prędkościami obróbki znajduje się w DTR:
Na drzwiczkach szafki napędu umieszczono tabliczkę informującą o prędkościach wrzeciona możliwych do uzyskania za pomocą określonych przełożeń przekładni pasowych. Taka sama tabliczka jest też obecna w DTR:

Zalecane prędkości skrawania są podane w metrach na minutę [m/min], prędkość na wrzecionie tokarki zaś w obrotach na minutę [obr/min]. Pożądana prędkość obrotowa wrzeciona jest bowiem jeszcze zależna od średnicy obrabianego przedmiotu. Zależności te są opisane wzorami:
 |
Gdzie:n - prędkość obrotowa wrzeciona [obr/min],
Vc - prędkość skrawania [m/min],
d - średnica przedmiotu.
|
Zamiast wzorów można się posłużyć nomogramami zamieszczonymi w DTR:

Podane są tutaj dwa wykresy dla prędkości możliwych do uzyskania dla dwu alternatywnych zestawów kół pasowych zdawczych na wałku pośrednim. Ponieważ w mojej tokarce jest dostępny tylko jeden zestaw to ilość możliwych do uzyskania prędkości też jest mniejsza o połowę. Z uwagi na to pozwoliłem sobie przygotować nową, uproszczoną tabliczkę prędkości:

Przekładnia pasowa o zmiennym przełożeniu to rozwiązanie konieczne z uwagi na stałą fabrycznie określoną prędkość obrotową silnika. Obecnie jednak są używane urządzenia elektroniczne - falowniki, które umożliwiają płynną zmianę prędkości obrotowej silnika w szerokim zakresie, a także jego wydajne hamowanie. Wiele obecnie produkowanych tokarek jest fabrycznie wyposażanych w taki sposób sterowania - eliminujący potrzebę stosowania skomplikowanych przekładni. Niektórzy z użytkowników modernizują swoje tokarki przez zastosowanie falownika, który można zakupić już za kilkaset złotych. Niektóre falowniki - tylko dla silników małej mocy (jak w TSB16) - mogą być zasilana ze zwykłego gniazdka ~230V co eliminuje potrzebę posiadania instalacji trójfazowej.

Przy okazji pragnę polecić znakomitą książkę p.t. "Poradnik Tokarza" autorstwa Karola Dudika. Pierwsze wydania tej książki pojawiły się jeszcze w latach 60-tych ubiegłego stulecia. Od tego czasu książka ta jest nieustannie wznawiana i aktualizowana. Korzystało z niej już kilka pokoleń tokarzy. Pomimo bowiem rosnącego udziału obrabiarek numerycznych CNC, nadal klasyczne tokarki są często stosowane. Obecnie dostępne jest wydanie 12-te z 2016 roku. Ja zakupiłem jednak egzemplarz z roku 1985, czyli lat świetności tokarki TSB 16. W odróżnieniu od współczesnych wydań, klejonych w miękkich okładkach, mój jest on znakomicie przygotowany - szyte kartki, twarda okładka i złocone litery:

Na koniec pragnę zaprezentować krótki film prezentujący pracę napędu mojej tokarki oraz toczenie wzdłużne z użyciem śruby pociągowej i działanie hamulca w praktyce:
Bardzo ciekawy artykuł. Jestem pod wielkim wrażeniem.
OdpowiedzUsuńdużo ciekawych pomysłów tutaj!
OdpowiedzUsuńświetny ten blog i ciekawe treści
OdpowiedzUsuńnteresujące spostrzeżenia
OdpowiedzUsuńJaki model i co to za firma krótkiego paska, który napędza śrubę pociągową do automatycznego posuwu ?
OdpowiedzUsuń